
JH Acidification NH4+ for cattle
Why choose JH Acidification NH4 +?
- Added value for the farmer – Added value for the climate
- The only technology with emission reductions from the pig units, the storage tank and on application to the fields
- Reduced ammonia evaporation – 50 %
- Reduced methane gas emission
- Reduced nitrous oxide emission
- Reduced hydrogen sulphide emission
- Reduced CO2 emission
- Reduced nitrate leaching from the fields to the aquatic environment
- Improved animal welfare
- Acidified slurry reduces the risk of digital dermatitis


Why choose JH Acidification NH4 +?
- Fully automatic slurry handling – savings on labour costs
- The technology can be used in new and most existing cow sheds
- The technology can be adapted to the size of production
- Nitrogen is retained in acidified slurry – savings on purchase of fertilizer
- Nitrogen from acidified slurry is taken up faster by crops
- Acidified slurry covers the sulfur requirements of crops
- Acidified slurry with higher and stabilized nitrogen content is easier to sell on slurry agreements
- Acidified slurry reduces the need for manganese spraying
- Acidified slurry gives no dry matter residue in the next cut hay
Installation
- The system is installed directly at the barn.
- Double-wall sulfuric acid tank
- PLC for control and monitoring of the acidification process.
- For this system, it is pre-conditioned that there are slurry channels in the barn.
This is how it Works:
With the JH Acidification NH4+ system, sulfuric acid is added to the slurry to lower the pH-value to approx. 5,5. Ammonia changes to ammonium, which is water-soluble and thereby remains in the slurry instead of evaporating.
- Reduction in ammonia evaporation – 50%
- Full automated control
- Automatic retrieval of data
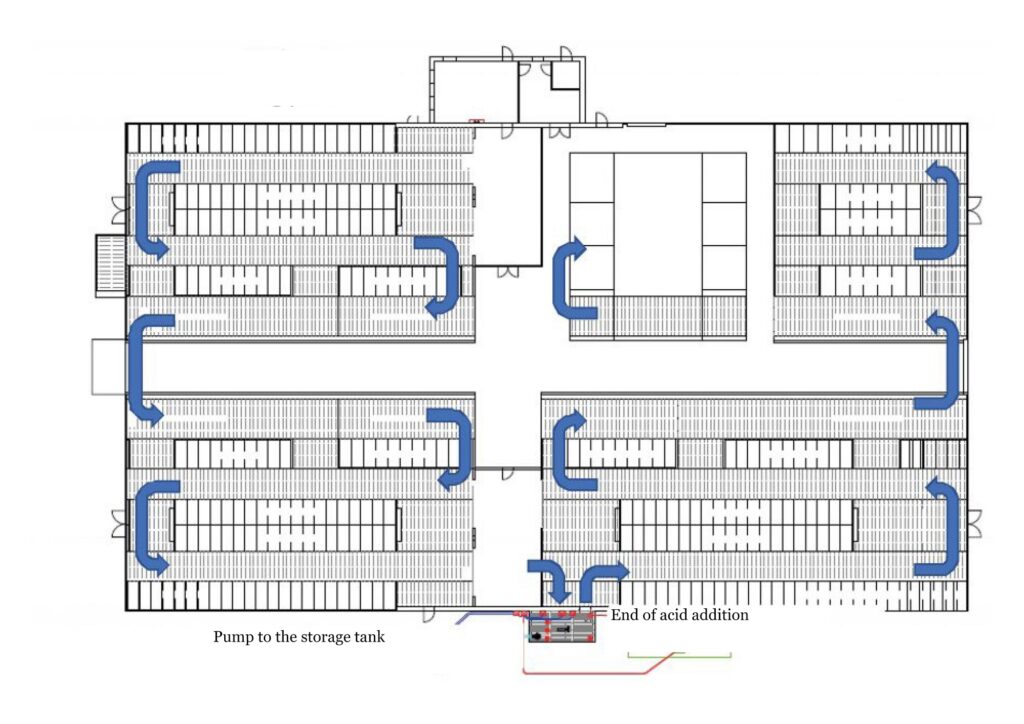
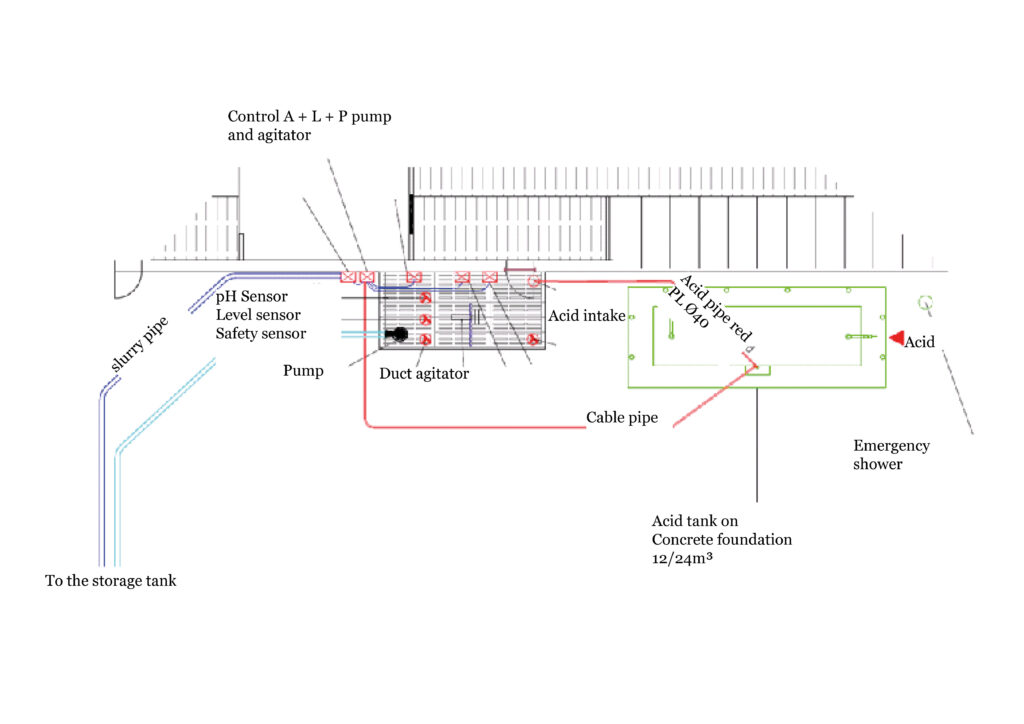
The process
The sulfuric acid is added to the agitator pit. Here the slurry undergoes a treatment in which it is stirred while adding the acid, and at the same time is recirculated in the barn with the help of the channel agitator. The excess amount of slurry is then pumped into the storage tank as needed.